ໄລຍະເວລາການສີດນໍ້າມັນລ່ວງຫນ້າ
ເນື້ອໃນ
ເງື່ອນໄຂສໍາຄັນທີ່ສຸດສໍາລັບການເພີ່ມປະສິດທິພາບຂອງເຄື່ອງຈັກກາຊວນແມ່ນ:
- ຄວາມເປັນພິດຕໍ່າຂອງທາດອາຍຜິດ;
- ລະດັບສຽງຕ່ໍາຂອງຂະບວນການເຜົາໃຫມ້;
- ການບໍລິໂພກນໍ້າມັນສະເພາະຕໍ່າ.
ເວລາທີ່ປັ໊ມສີດເລີ່ມສະຫນອງນໍ້າມັນແມ່ນເອີ້ນວ່າການເລີ່ມຕົ້ນຂອງການສະຫນອງ (ຫຼືການປິດຊ່ອງທາງ). ຈຸດເວລານີ້ຖືກເລືອກໃຫ້ສອດຄ່ອງກັບໄລຍະເວລາການຊັກຊ້າການເປີດໄຟ (ຫຼືພຽງແຕ່ການຊັກຊ້າການເປີດເຄື່ອງ). ເຫຼົ່ານີ້ແມ່ນຕົວກໍານົດການປ່ຽນແປງທີ່ຂຶ້ນກັບຮູບແບບການເຮັດວຽກສະເພາະ. ໄລຍະເວລາການຊັກຊ້າຂອງການສັກຢາແມ່ນຖືກກໍານົດເປັນໄລຍະເວລາລະຫວ່າງການເລີ່ມຕົ້ນຂອງການສັກຢາແລະການເລີ່ມຕົ້ນຂອງການສີດ, ແລະໄລຍະເວລາການຊັກຊ້າຂອງການເຜົາໄຫມ້ແມ່ນຖືກກໍານົດເປັນໄລຍະເວລາລະຫວ່າງການເລີ່ມຕົ້ນຂອງການສັກຢາແລະການເລີ່ມຕົ້ນຂອງການເຜົາໃຫມ້. ການເລີ່ມຕົ້ນຂອງການສີດແມ່ນຖືກກໍານົດເປັນມຸມຂອງການຫມຸນຂອງ crankshaft ຢູ່ TDC ທີ່ injector ເຊື້ອໄຟເຂົ້າໄປໃນຫ້ອງການເຜົາໃຫມ້.
ການເລີ່ມຕົ້ນການເຜົາໃຫມ້ແມ່ນຖືກກໍານົດວ່າເປັນເວລາທີ່ປະສົມນໍ້າມັນເຊື້ອໄຟ, ເຊິ່ງສາມາດຖືກກະທົບຈາກການສີດ. ໃນປັ໊ມສີດນໍ້າມັນ, ການປັບການເລີ່ມຕົ້ນຂອງການໄຫຼ (ການປິດຊ່ອງທາງ) ຂຶ້ນກັບຈໍານວນຂອງການປະຕິວັດແມ່ນເຮັດໄດ້ດີທີ່ສຸດໂດຍໃຊ້ອຸປະກອນລ່ວງຫນ້າຂອງສີດ.
ຈຸດປະສົງຂອງອຸປະກອນການສີດລ່ວງຫນ້າ
ນັບຕັ້ງແຕ່ອຸປະກອນການສີດລ່ວງຫນ້າໂດຍກົງປ່ຽນເວລາເລີ່ມຕົ້ນການສັກຢາ, ມັນສາມາດຖືກກໍານົດເປັນຕົວຄວບຄຸມການເລີ່ມຕົ້ນຂອງອາຫານ. ອຸປະກອນການສີດປະເພດ eccentric (ຍັງເອີ້ນວ່າ clutch ລ່ວງຫນ້າສີດ) ປ່ຽນແຮງບິດຂອງເຄື່ອງຈັກທີ່ສະຫນອງໃຫ້ແກ່ປັ໊ມສີດ, ໃນຂະນະທີ່ປະຕິບັດຫນ້າທີ່ຄວບຄຸມຂອງມັນ. ແຮງບິດທີ່ຕ້ອງການຂອງປັ໊ມສີດແມ່ນຂຶ້ນກັບຂະຫນາດຂອງປັ໊ມສີດ, ຈໍານວນຄູ່ຂອງລູກສູບ, ຈໍານວນນໍ້າມັນທີ່ໃສ່, ຄວາມກົດດັນສີດ, ເສັ້ນຜ່າກາງຂອງ plunger ແລະຮູບຮ່າງຂອງ cam. ຄວາມຈິງທີ່ວ່າແຮງບິດຂອງເຄື່ອງຈັກມີອິດທິພົນໂດຍກົງຕໍ່ຄຸນລັກສະນະຂອງເວລາສີດຕ້ອງຖືກພິຈາລະນາໃນການອອກແບບພ້ອມກັບຜົນຜະລິດພະລັງງານທີ່ມີທ່າແຮງ.
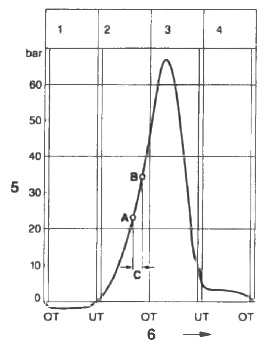
ຄວາມດັນກະບອກ
ເຂົ້າ. ຄວາມກົດດັນໃນກະບອກສູບ: A. ການເລີ່ມຕົ້ນຂອງການສັກຢາ; B. ການເລີ່ມຕົ້ນຂອງການເຜົາໃຫມ້; C. ການຊັກຊ້າຂອງໄຟ. 1. ການແຂ່ງຂັນແນະນໍາ; 2. ຈັງຫວະການບີບອັດ; 3. ອາຊີບແຮງງານ; 4. ປ່ອຍການແລ່ນ FROM-TDC, UT-BDC; 5. ຄວາມກົດດັນໃນກະບອກສູບ, ແຖບ; 6. ຕໍາແໜ່ງລູກສູບ.
ການອອກແບບອຸປະກອນການສີດລ່ວງຫນ້າ
ອຸປະກອນການສີດລ່ວງຫນ້າສໍາລັບປັ໊ມສີດໃນສາຍແມ່ນຕິດຕັ້ງໂດຍກົງຢູ່ໃນຕອນທ້າຍຂອງ camshaft ປັ໊ມສີດ. ມີຄວາມແຕກຕ່າງພື້ນຖານລະຫວ່າງອຸປະກອນການສີດປະເພດເປີດແລະປິດ.
ອຸປະກອນການສີດແບບປິດແບບລ່ວງຫນ້າມີອ່າງເກັບນ້ໍານ້ໍາມັນຫລໍ່ລື່ນຂອງຕົນເອງ, ເຊິ່ງເຮັດໃຫ້ອຸປະກອນເປັນເອກະລາດຂອງລະບົບການຫລໍ່ລື່ນຂອງເຄື່ອງຈັກ. ການອອກແບບເປີດແມ່ນເຊື່ອມຕໍ່ໂດຍກົງກັບລະບົບການຫລໍ່ລື່ນຂອງເຄື່ອງຈັກ. ທີ່ຢູ່ອາໄສຂອງອຸປະກອນແມ່ນຕິດກັບກ່ອງເກຍດ້ວຍສະກູ, ແລະການຊົດເຊີຍແລະການປັບ eccentrics ໄດ້ຖືກຕິດຕັ້ງຢູ່ໃນທີ່ຢູ່ອາໄສເພື່ອໃຫ້ພວກເຂົາເຈົ້າ rotate ໄດ້ freely. ການຊົດເຊີຍແລະການປັບ eccentric ແມ່ນນໍາພາໂດຍ pin rigidly ເຊື່ອມຕໍ່ກັບຮ່າງກາຍ. ນອກເຫນືອຈາກລາຄາຖືກກວ່າ, ປະເພດ "ເປີດ" ມີປະໂຫຍດຂອງການຮຽກຮ້ອງໃຫ້ມີພື້ນທີ່ຫນ້ອຍແລະ lubricating ປະສິດທິພາບຫຼາຍ.
ຫຼັກການປະຕິບັດງານຂອງອຸປະກອນການສີດລ່ວງຫນ້າ
ອຸປະກອນການສີດລ່ວງຫນ້າແມ່ນຂັບເຄື່ອນໂດຍລົດໄຟເກຍທີ່ຕິດຕັ້ງຢູ່ໃນທີ່ຢູ່ອາໄສກໍານົດເວລາຂອງເຄື່ອງຈັກ. ການເຊື່ອມຕໍ່ລະຫວ່າງການປ້ອນຂໍ້ມູນແລະຜົນຜະລິດສໍາລັບການຂັບ (hub) ແມ່ນເຮັດໄດ້ໂດຍຜ່ານຄູ່ຂອງອົງປະກອບ eccentric interlocking.
ທີ່ໃຫຍ່ທີ່ສຸດຂອງພວກເຂົາ, eccentrics ປັບ (4), ແມ່ນຕັ້ງຢູ່ໃນຮູຂອງແຜ່ນ locking (8), ຊຶ່ງໃນທາງກັບກັນແມ່ນ screwed ກັບອົງປະກອບຂັບ (1). ການຊົດເຊີຍອົງປະກອບ eccentric (5) ໄດ້ຖືກຕິດຕັ້ງຢູ່ໃນ eccentrics ປັບ (4) ແລະນໍາພາໂດຍພວກເຂົາແລະ bolt ສຸດ hubs (6). ໃນທາງກົງກັນຂ້າມ, bolt hub ແມ່ນເຊື່ອມຕໍ່ໂດຍກົງກັບ hub (2). ນ້ໍາຫນັກ (7) ແມ່ນເຊື່ອມຕໍ່ກັບ eccentric ປັບແລະຖືກຈັດຂຶ້ນໃນຕໍາແຫນ່ງຕົ້ນສະບັບຂອງເຂົາເຈົ້າໂດຍພາກຮຽນ spring ຂອງຄວາມແຂງຕົວປ່ຽນແປງ.
Fig a) ໃນຕໍາແຫນ່ງຕົ້ນສະບັບ; b) ຄວາມໄວຕ່ໍາ; c) ຄວາມໄວສະເລ່ຍ; d) ຕໍາແໜ່ງທ້າຍຄວາມໄວສູງ; a ແມ່ນມຸມລ່ວງຫນ້າຂອງການສັກຢາ.
ຂະຫນາດຂອງອຸປະກອນການສີດລ່ວງຫນ້າ
ຂະຫນາດຂອງອຸປະກອນການສີດລ່ວງຫນ້າ, ກໍານົດໂດຍເສັ້ນຜ່າກາງນອກແລະຄວາມເລິກ, ແລະເຮັດໃຫ້ການກໍານົດມະຫາຊົນຂອງການໂຫຼດທີ່ຕິດຕັ້ງ, ໄລຍະຫ່າງລະຫວ່າງສູນກາງຂອງກາວິທັດແລະເສັ້ນທາງທີ່ເປັນໄປໄດ້ຂອງການເຄື່ອນໄຫວຂອງການໂຫຼດໄດ້. ສາມປັດໃຈເຫຼົ່ານີ້ຍັງກໍານົດຜົນຜະລິດພະລັງງານແລະຄໍາຮ້ອງສະຫມັກ.
ປ້ຳສີດ ຂະໜາດ M

ເຂົ້າ. ປ້ຳສີດ ຂະໜາດ M
ເຂົ້າ. 1. ປ່ຽງຄວາມປອດໄພ; 2. ເສອແຂນ; 7 camshaft; 8. ກາມ.
ປັ໊ມສີດ M-type ແມ່ນປັ໊ມນ້ອຍທີ່ສຸດໃນສາຍຂອງປັ໊ມສີດໃນສາຍ. ມັນມີຮ່າງກາຍໂລຫະປະສົມແສງສະຫວ່າງແລະ flanged ກັບເຄື່ອງຈັກ. ພາຍໃນຂອງປັ໊ມສາມາດເຂົ້າເຖິງໄດ້ຫຼັງຈາກຖອດແຜ່ນພື້ນຖານແລະຝາຂ້າງ, ດັ່ງນັ້ນປັ໊ມຂະຫນາດ M ຖືກກໍານົດເປັນປັ໊ມສີດເປີດ. ຄວາມກົດດັນສີດສູງສຸດແມ່ນຈໍາກັດຢູ່ທີ່ 400 bar.
ຫຼັງຈາກຖອດຝາປິດຂ້າງຂອງປັ໊ມ, ປະລິມານນໍ້າມັນທີ່ສະຫນອງໂດຍຄູ່ plunger ສາມາດປັບແລະກໍານົດຢູ່ໃນລະດັບດຽວກັນ. ການປັບຕົວບຸກຄົນແມ່ນດໍາເນີນໂດຍການເຄື່ອນຍ້າຍພາກສ່ວນຍຶດຕິດກັບ rod ຄວບຄຸມ (4).
ໃນລະຫວ່າງການປະຕິບັດງານ, ການຕິດຕັ້ງຂອງປັ໊ມ plungers ແລະ, ຮ່ວມກັນກັບພວກເຂົາ, ຈໍານວນຂອງນໍ້າມັນເຊື້ອໄຟທີ່ສະຫນອງໄດ້ຖືກຄວບຄຸມໂດຍ rod ຄວບຄຸມພາຍໃນຂອບເຂດກໍານົດໂດຍການອອກແບບຂອງປັ໊ມ. ທໍ່ສູບສີດຂອງຂະຫນາດ M ເປັນ rod ເຫຼັກມົນທີ່ມີຮາບພຽງຢູ່ກັບ fasteners splined ຖືກຕິດຕັ້ງ (5). levers (3) ແມ່ນເຊື່ອມຕໍ່ຢ່າງແຫນ້ນຫນາກັບແຂນຄວບຄຸມແຕ່ລະຄົນ, ແລະ rod riveted ໃນຕອນທ້າຍຂອງມັນເຫມາະເຂົ້າໄປໃນຮ່ອງຂອງຜູ້ຖື rod ຄວບຄຸມ. ການອອກແບບນີ້ແມ່ນເອີ້ນວ່າການຄວບຄຸມການເຊື່ອມໂຍງ.
ເຄື່ອງສູບສີດ plungers ແມ່ນຢູ່ໃນການຕິດຕໍ່ໂດຍກົງກັບ pushers roller (6), ແລະເສັ້ນເລືອດຕັນໃນໄດ້ຖືກປັບລ່ວງຫນ້າໂດຍການເລືອກ rollers ຂອງເສັ້ນຜ່າກາງທີ່ເຫມາະສົມສໍາລັບ pusher ໄດ້.
ການຫລໍ່ລື່ນຂອງປັ໊ມສີດຂະຫນາດ M ແມ່ນດໍາເນີນໂດຍການສະຫນອງນ້ໍາມັນເຄື່ອງຈັກປົກກະຕິ. ປັ໊ມສີດຂະຫນາດ M ສາມາດໃຊ້ໄດ້ກັບລູກສູບ 4,5 ຫຼື 6 ຄູ່ (4-, 5- ຫຼື 6-cylinder pumps) ແລະຖືກອອກແບບມາສໍາລັບນໍ້າມັນກາຊວນເທົ່ານັ້ນ.
ສູບສີດຂະໜາດ A
ເຂົ້າ. ສູບສີດຂະໜາດ A
ປໍ້າສີດຂະໜາດ A ທີ່ມີລະດັບການໄຫຼເຂົ້າກວ້າງໂດຍກົງຕາມປ້ຳສີດຂະໜາດ M ທໍ່ນີ້ຍັງມີຕົວເຄື່ອງຂອງໂລຫະປະສົມທີ່ອ່ອນໆ ແລະສາມາດຕິດໃສ່ເຄື່ອງຈັກກອບໄດ້. ປັ໊ມສີດປະເພດ A ຍັງມີການອອກແບບ "ເປີດ", ແລະແຂນຂອງປັ໊ມສີດ (2) ຖືກໃສ່ໂດຍກົງຈາກດ້ານເທິງເຂົ້າໄປໃນເຮືອນອາລູມິນຽມ, ດ້ວຍການປະກອບຂີ້ເຫຍື້ອ (1) ຖືກກົດເຂົ້າໄປໃນຕົວເຮືອນຂອງປັ໊ມສີດຢາໂດຍໃຊ້ປ່ຽງ. ຜູ້ຖື. ຄວາມກົດດັນປະທັບຕາ, ເຊິ່ງສູງກວ່າຄວາມກົດດັນການສະຫນອງຂອງໄຮໂດຼລິກ, ຕ້ອງໄດ້ຮັບການດູດຊຶມໂດຍທີ່ຢູ່ອາໄສຂອງປັ໊ມສີດ. ສໍາລັບເຫດຜົນນີ້, ຄວາມກົດດັນສີດສູງສຸດແມ່ນຈໍາກັດຢູ່ທີ່ 600 bar.
ບໍ່ເຫມືອນກັບປັ໊ມສີດ M-type, ປັ໊ມສີດ A-type ໄດ້ຖືກຕິດຕັ້ງດ້ວຍສະກູປັບ (ດ້ວຍຫມາກແຫ້ງເປືອກແຂງ) (7) ໃນແຕ່ລະທໍ່ມ້ວນ (8) ເພື່ອປັບຈັງຫວະເບື້ອງຕົ້ນ.
ເພື່ອປັບປະລິມານນໍ້າມັນທີ່ສະຫນອງໂດຍ rack ຄວບຄຸມ (4), ປັ໊ມສີດນໍ້າມັນ A-type, ບໍ່ເຫມືອນກັບປັ໊ມສີດນໍ້າມັນເຊື້ອໄຟປະເພດ M, ໄດ້ຖືກຕິດຕັ້ງດ້ວຍການຄວບຄຸມເກຍແທນທີ່ຈະເປັນການຄວບຄຸມ lever. ພາກສ່ວນທີ່ເປັນແຂ້ວເລື່ອຍທີ່ຕິດຢູ່ກັບປ່ຽງຄວບຄຸມ (5) ຂອງປລັກເກີເຂົ້າກັບ rack ຄວບຄຸມ, ແລະເພື່ອປັບຄູ່ຂອງ plungers ໃຫ້ກ້າວຫນ້າດຽວກັນ, ມັນຈໍາເປັນຕ້ອງໄດ້ພວນ screws ທີ່ຕັ້ງໄວ້ແລະຫັນແຂນຄວບຄຸມຕາມເຂັມໂມງທີ່ກ່ຽວຂ້ອງກັບສ່ວນເກຍ. ແລະ, ດັ່ງນັ້ນ, ກ່ຽວຂ້ອງກັບ rack ຄວບຄຸມ.
ການເຮັດວຽກທັງໝົດກ່ຽວກັບການປັບປ້ຳສີດນ້ຳມັນເຊື້ອໄຟປະເພດນີ້ຕ້ອງຖືກປະຕິບັດຢູ່ເທິງປ້ຳທີ່ຕິດຢູ່ກັບເຄື່ອງຮອງ ແລະເປີດທໍ່. ເຊັ່ນດຽວກັນກັບປັ໊ມສີດ M, ປັ໊ມສີດປະເພດ A ມີຝາປິດດ້ານຂ້າງຂອງພາກຮຽນ spring ທີ່ຕ້ອງຖອດອອກເພື່ອເຂົ້າເຖິງພາຍໃນຂອງປັ໊ມສີດ.
ສໍາລັບການຫລໍ່ລື່ນ, ປັ໊ມສີດແມ່ນເຊື່ອມຕໍ່ກັບລະບົບການຫລໍ່ລື່ນຂອງເຄື່ອງຈັກ. ປັ໊ມສີດປະເພດ A ແມ່ນມີຢູ່ໃນລຸ້ນເຖິງ 12 ກະບອກແລະ, ບໍ່ເຫມືອນກັບປັ໊ມສີດປະເພດ M, ແມ່ນເຫມາະສົມສໍາລັບການເຮັດວຽກກັບນໍ້າມັນເຊື້ອໄຟປະເພດຕ່າງໆ (ບໍ່ພຽງແຕ່ກາຊວນ).
ຂະໜາດປ້ຳສີດ WM
ເຂົ້າ. ຂະໜາດປ້ຳສີດ WM
ປັ໊ມສີດ MW ໃນສາຍໄດ້ຖືກພັດທະນາເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການຄວາມກົດດັນທີ່ສູງຂຶ້ນ. ປັ໊ມສີດ MW ແມ່ນປັ໊ມສີດໃນສາຍແບບປິດທີ່ມີຄວາມກົດດັນສູງສຸດຂອງການສັກຢາແມ່ນຈໍາກັດຢູ່ທີ່ 900 bar. ມັນຍັງມີຮ່າງກາຍໂລຫະປະສົມແສງສະຫວ່າງແລະຕິດກັບເຄື່ອງຈັກໂດຍໃຊ້ກອບ, ພື້ນຖານຮາບພຽງຫຼື flange.
ການອອກແບບຂອງປັ໊ມສີດ MW ແມ່ນເຫັນໄດ້ຊັດເຈນແຕກຕ່າງຈາກການອອກແບບຂອງປັ໊ມສີດ A ແລະ M ຄວາມແຕກຕ່າງຕົ້ນຕໍແມ່ນການນໍາໃຊ້ຄູ່ຂອງ plungers, ເຊິ່ງປະກອບມີແຂນ (3), ປ່ຽງປ່ອຍແລະທໍ່ລະບາຍອາກາດ. ມັນໄດ້ຖືກຕິດຕັ້ງຢູ່ນອກເຄື່ອງຈັກແລະໃສ່ຈາກຂ້າງເທິງເຂົ້າໄປໃນເຮືອນສູບສີດນໍ້າມັນເຊື້ອໄຟ. ໃນປັ໊ມສີດ MW, ຜູ້ຖືປ່ຽງປ່ອຍຖືກ screwed ໂດຍກົງເຂົ້າໄປໃນແຂນເສື້ອທີ່ອອກມາຂ້າງເທິງ. ເສັ້ນເລືອດຕັນໃນເບື້ອງຕົ້ນແມ່ນຖືກຄວບຄຸມໂດຍ spacers ທີ່ໃສ່ລະຫວ່າງຮ່າງກາຍແລະພຸ່ມໄມ້ທີ່ມີການປະກອບປ່ຽງ. ການປັບຕົວຂອງການສະຫນອງເອກະພາບຂອງຄູ່ plunger ບຸກຄົນແມ່ນດໍາເນີນຢູ່ນອກປັ໊ມສີດໂດຍການຫັນຄູ່ plunger. ຄູ່ piston flanges mounting (1) ມີການຕິດຕັ້ງຊ່ອງສໍາລັບຈຸດປະສົງນີ້.
ເຂົ້າ. 1. Flange ສໍາລັບ fastening ຄູ່ຂອງ plungers; 2. ປ່ຽງຄວາມປອດໄພ; 3. ເສອແຂນ; 4. Plunger; 5. ຄວບຄຸມລົດໄຟ; 6. ແຂນຄວບຄຸມ; 7. roller pusher; 8 camshaft; 9. ກາມ.
ຕໍາແຫນ່ງຂອງ plunger ປັ໊ມສີດຍັງບໍ່ປ່ຽນແປງໃນເວລາທີ່ການປະກອບ bushing ກັບປ່ຽງປ່ອຍ (2) rotates. ປັ໊ມສີດ MW ແມ່ນມີຢູ່ໃນຮຸ່ນທີ່ມີ 8 ແຂນ (8 ກະບອກ) ແລະເຫມາະສົມກັບວິທີການຕິດຕັ້ງຕ່າງໆ. ມັນແລ່ນດ້ວຍນໍ້າມັນກາຊວນແລະຖືກ lubricated ຜ່ານລະບົບການຫລໍ່ລື່ນຂອງເຄື່ອງຈັກ.
ສູບສີດຂະຫນາດ P
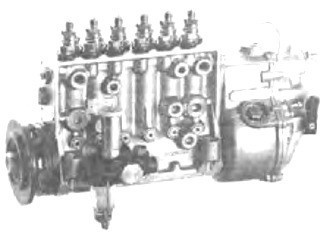
ເຂົ້າ. ສູບສີດຂະຫນາດ P
ເຂົ້າ. 1. ປ່ຽງຄວາມປອດໄພ; 2. ເສອແຂນ; 3. ການຄວບຄຸມ Traction; 4. ແຂນຄວບຄຸມ; 5. roller pusher; 6 camshaft; 7. ກ້ອງຖ່າຍຮູບ.
ປັ໊ມສີດໃນເສັ້ນຂະຫນາດ P-size (ປະເພດ) ຍັງໄດ້ຖືກອອກແບບມາເພື່ອໃຫ້ຄວາມກົດດັນສີດສູງສຸດສູງ. ເຊັ່ນດຽວກັນກັບປັ໊ມສີດ MW, ມັນແມ່ນປັ໊ມປະເພດປິດທີ່ຕິດກັບເຄື່ອງຈັກໂດຍໃຊ້ຖານຫຼື flange. ໃນກໍລະນີຂອງປັ໊ມສີດ P-type ອອກແບບສໍາລັບຄວາມກົດດັນສູງສຸດຂອງການສັກຢາ 850 bar, ພຸ່ມໄມ້ (2) ຖືກໃສ່ເຂົ້າໄປໃນ flange bushing, ເຊິ່ງມີເສັ້ນດ້າຍສໍາລັບຜູ້ຖືວາວສີດ (1). ດ້ວຍການຕິດຕັ້ງພຸ່ມໄມ້ປະເພດນີ້, ແຮງຜະສົມຜະນຶກບໍ່ໂຫຼດຕົວປໍ້າ. ເສັ້ນເລືອດຕັນໃນເບື້ອງຕົ້ນແມ່ນຖືກກໍານົດໄວ້ໃນລັກສະນະດຽວກັນກັບປັ໊ມສີດ MW.
ປັ໊ມສີດໃນສາຍທີ່ຖືກອອກແບບມາສໍາລັບຄວາມກົດດັນຕ່ໍາໃຊ້ການຕື່ມນໍ້າມັນແບບດັ້ງເດີມ. ໃນກໍລະນີນີ້, ນໍ້າມັນເຊື້ອໄຟຜ່ານສາຍນໍ້າມັນເຊື້ອໄຟຂອງແຕ່ລະພຸ່ມໄມ້ແຕ່ລະຄັ້ງແລະໃນທິດທາງຂອງແກນຕາມລວງຍາວຂອງປັ໊ມສີດ. ນໍ້າມັນເຊື້ອໄຟເຂົ້າໄປໃນສາຍແລະອອກໂດຍຜ່ານລະບົບການສົ່ງຄືນນໍ້າມັນເຊື້ອໄຟ.
ເອົາເປັນຕົວຢ່າງ P8000 ຮຸ່ນ P ປັ໊ມສີດ, ເຊິ່ງຖືກອອກແບບມາສໍາລັບຄວາມກົດດັນສີດສູງເຖິງ 1150 ບາ (ດ້ານປັ໊ມສີດ), ວິທີການຕື່ມນີ້ສາມາດເຮັດໃຫ້ເກີດຄວາມແຕກຕ່າງຫຼາຍເກີນໄປຂອງອຸນຫະພູມນໍ້າມັນ (ເຖິງ 40 ° C) ພາຍໃນປັ໊ມສີດລະຫວ່າງ. ທໍ່ທໍາອິດແລະສຸດທ້າຍ. ເນື່ອງຈາກຄວາມຫນາແຫນ້ນຂອງພະລັງງານຂອງນໍ້າມັນເຊື້ອໄຟຫຼຸດລົງຍ້ອນວ່າອຸນຫະພູມຂອງມັນເພີ່ມຂຶ້ນແລະດັ່ງນັ້ນປະລິມານຂອງມັນເພີ່ມຂຶ້ນ, ນີ້ຈະສົ່ງຜົນໃຫ້ຈໍານວນພະລັງງານທີ່ແຕກຕ່າງກັນຖືກສີດເຂົ້າໄປໃນຫ້ອງເຜົາໃຫມ້ຂອງເຄື່ອງຈັກ. ໃນເລື່ອງນີ້, ປັ໊ມສີດນໍ້າມັນເຊື້ອໄຟດັ່ງກ່າວໃຊ້ການຕື່ມຂໍ້ມູນທາງຂວາງ, ນັ້ນແມ່ນວິທີການທີ່ສາຍນໍ້າມັນເຊື້ອໄຟຂອງທໍ່ແຕ່ລະຄົນຖືກແຍກອອກຈາກກັນແລະກັນໂດຍວິທີການເຈາະຮູ).
ປັ໊ມສີດນີ້ຍັງເຊື່ອມຕໍ່ກັບລະບົບການຫລໍ່ລື່ນຂອງເຄື່ອງຈັກສໍາລັບການຫລໍ່ລື່ນ. ປັ໊ມນໍ້າມັນເຊື້ອໄຟຄວາມກົດດັນສູງປະເພດ P ຍັງມີຢູ່ໃນລຸ້ນທີ່ມີເຖິງ 12 ຖັງ (ກະບອກສູບ) ແລະເຫມາະສົມສໍາລັບການດໍາເນີນການກັບນໍ້າມັນກາຊວນແລະນໍ້າມັນອື່ນໆ.