ໄຟລ໌ຖືກສ້າງແນວໃດ?
| ຫຼັກການພື້ນຖານຂອງການສ້າງໄຟລ໌ແມ່ນການຕັດແຂ້ວເຂົ້າໄປໃນແຖບໂລຫະເພື່ອຜະລິດເຄື່ອງມືທີ່ຫຍາບຄາຍທີ່ສາມາດຂັດວັດສະດຸຈາກພື້ນຜິວທີ່ອ່ອນກວ່າ. |
 | ໃນຂະນະທີ່ໄຟລ໌ໄດ້ຖືກຜະລິດດ້ວຍມືເປັນເວລາຫຼາຍຮ້ອຍປີ, ປະຈຸບັນພວກມັນຍັງສາມາດຜະລິດເປັນຈໍານວນຫລາຍໂດຍໃຊ້ເຄື່ອງຈັກ. ຂະບວນການໃດກໍ່ຕາມປະຕິບັດຕາມວິທີການທີ່ອະທິບາຍຂ້າງລຸ່ມນີ້. |
ສ້າງຫວ່າງເປົ່າ | |
 | ຂັ້ນຕອນທໍາອິດໃນຂະບວນການຂອງການເຮັດໄຟລ໌ແມ່ນການສ້າງແຖບຂອງໂລຫະທີ່ປະມານກົງກັບຮູບຮ່າງແລະຂະຫນາດຂອງໄຟລ໌ສໍາເລັດຮູບໄດ້. ອັນນີ້ເອີ້ນວ່າ "ຫວ່າງເປົ່າ". |
 | ເພື່ອບັນລຸຜົນໄດ້ຮັບນີ້, ເຫຼັກສາມາດຖືກ forged, melted ແລະ poured ເຂົ້າໄປໃນ mold ເພື່ອແຂງ, ຫຼືບີບລະຫວ່າງສອງມ້ວນຫນັກແລະຫຼັງຈາກນັ້ນຕັດເປັນຮູບຮ່າງທີ່ຕ້ອງການ. |
ການເຊື່ອມໄຟ | |
 | Annealing ແມ່ນຂະບວນການທີ່ເຫຼັກໄດ້ຖືກ softened ເພື່ອເຮັດໃຫ້ມັນງ່າຍຕໍ່ການເຮັດວຽກກັບ. |
 | ໄຟລ໌ຫວ່າງຖືກເຮັດໃຫ້ຮ້ອນຈົນກ່ວາມັນປ່ຽນເປັນສີແດງຊ້ໍາ, ແລະຫຼັງຈາກນັ້ນປະໄວ້ໃຫ້ເຢັນໃນອຸນຫະພູມຫ້ອງ. |
 | ນັບຕັ້ງແຕ່ການໃຫ້ຄວາມຮ້ອນຂອງເຄື່ອງເຮັດດ້ວຍໂລຫະສາມາດນໍາໄປສູ່ການຜິດປົກກະຕິຂອງມັນ, ຫຼັງຈາກຄວາມເຢັນມັນຈະຖືກຂັດຫຼືຖືກຕັດກັບຮູບຮ່າງທີ່ຕ້ອງການ. |
ຕັດແຂ້ວດ້ວຍໄຟລ໌ | |
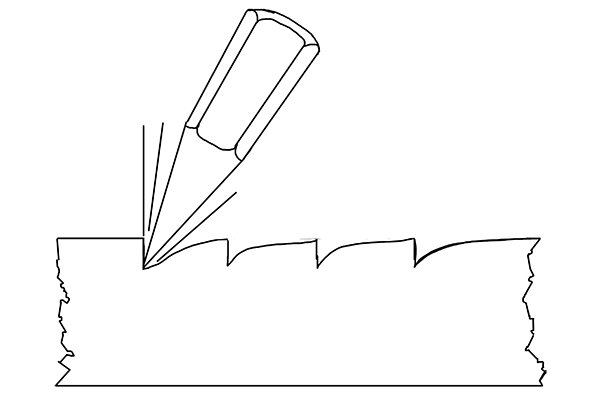
 | ໃນຂັ້ນຕອນນີ້, ດ້ວຍການຊ່ວຍເຫຼືອຂອງ chisel, ແຂ້ວຖືກຕັດເຂົ້າໄປໃນເອກະສານໃນໄລຍະເວລາປົກກະຕິ. |
 | ມຸມຂອງແຂ້ວແມ່ນປົກກະຕິແລ້ວປະມານ 40-55 ອົງສາກ່ຽວກັບຫນ້າດິນຂອງໄຟລ໌, ຂຶ້ນກັບປະເພດຂອງຮູບແບບທີ່ຖືກຕັດເຂົ້າໄປໃນເອກະສານ. ແຈນີ້ເອີ້ນວ່າ "ມຸມທາງຫນ້າ" ຂອງໄຟລ໌. ສໍາລັບຂໍ້ມູນເພີ່ມເຕີມເບິ່ງ ຕັດໄຟລ໌ແມ່ນຫຍັງ? |
 | ຖ້າຫາກວ່າມຸມຂອງແຂ້ວແມ່ນແຄບເກີນໄປ, ພວກເຂົາເຈົ້າມີແນວໂນ້ມທີ່ຈະຕິດຢູ່ໃນຫນ້າດິນຂອງ workpiece ໄດ້. ຖ້າມຸມໃຫຍ່ເກີນໄປ, ພວກມັນມັກຈະແຕກແລະອອກຈາກຮ່າງກາຍຂອງໄຟລ໌. |
 | ບາງໄຟລ໌ສາມາດເຮັດໄດ້ດ້ວຍມຸມ rake ໃນທາງລົບ, ຊຶ່ງຫມາຍຄວາມວ່າແຂ້ວຕົວຈິງຊີ້ໄປຈາກ workpiece ໄດ້, ແທນທີ່ຈະໄປຫາມັນ. ໃນກໍລະນີນີ້, ແຂ້ວບໍ່ໄດ້ຕັດວັດສະດຸ, ແຕ່ຂູດມັນທົ່ວຫນ້າດິນ, ຂູດອອກ bulges ທີ່ບໍ່ສະຫມໍ່າສະເຫມີ (bulges) ແລະກົດວັດສະດຸຕັດເຂົ້າໄປໃນ dents ຂະຫນາດນ້ອຍ (ຕ່ໍາ). |
 | ໄຟລ໌ເຫຼົ່ານີ້ປົກກະຕິແລ້ວຖືກຕັດດ້ວຍແຂ້ວທີ່ດີແລະຖືກນໍາໃຊ້ເພື່ອຜະລິດຫນ້າດິນທີ່ລຽບງ່າຍ. |
 | ການຕັດ Raspແຂ້ວ Rasp ແມ່ນເຮັດດ້ວຍດີໃຈຫລາຍຮູບສາມລ່ຽມທີ່ຕັດຜ່ານແຕ່ລະແຂ້ວແຕ່ລະຄົນ. ສໍາລັບຂໍ້ມູນເພີ່ມເຕີມກ່ຽວກັບ rasps ເບິ່ງ: rasp ແມ່ນຫຍັງ? |
ການແຂງຂອງໄຟລ໌ | |
 | ເມື່ອແຂ້ວໄດ້ຖືກຕັດແລ້ວ, ໄຟລ໌ຕ້ອງໄດ້ຮັບການແຂງຫຼື tempered ເພື່ອໃຫ້ສາມາດຕັດຜ່ານວັດສະດຸອື່ນໆໂດຍບໍ່ມີຄວາມເສຍຫາຍ. |
 | ໄຟລ໌ຮ້ອນຂຶ້ນອີກ. |
 | ເມື່ອມັນຮອດອຸນຫະພູມທີ່ຕ້ອງການ, ມັນໄດ້ຖືກແຊ່ນ້ໍາໃນອາບນ້ໍາ brine ຂະຫນາດໃຫຍ່ແລະເຢັນຢ່າງໄວວາ. |
 | ຄວາມເຢັນຢ່າງໄວວານີ້ເຮັດໃຫ້ເມັດພືດໃນໂຄງສ້າງໂມເລກຸນຂອງເຫຼັກກ້າກາຍເປັນລະອຽດ, ເຮັດໃຫ້ມັນແຂງແລະໃຫ້ມັນມີຄວາມເຂັ້ມແຂງ tensile ຫຼາຍ. |
 | ຂະບວນການນີ້ຖືກເຮັດຊ້ໍາອີກຫຼາຍຄັ້ງເພື່ອຮັບປະກັນວ່າເຫຼັກແມ່ນແຂງພຽງພໍທີ່ຈະຖືກນໍາໃຊ້ເປັນເຄື່ອງຂັດ. |
ກິ່ນຫອມອ່ອນໆ | |
 | ຜົນຂ້າງຄຽງອັນໜຶ່ງຂອງຂະບວນການລະບາຍຄວາມຮ້ອນແມ່ນມັນສາມາດເຮັດໃຫ້ເຫຼັກເສື່ອມເສື່ອມ, ເຮັດໃຫ້ມັນມີແນວໂນ້ມທີ່ຈະຕັດ ຫຼື ແຕກໄດ້ຫຼາຍເມື່ອຫຼຸດລົງ. |
 | ເນື່ອງຈາກວ່າ shank ໄຟລ໌ແມ່ນບາງກວ່າສ່ວນທີ່ເຫຼືອຂອງຮ່າງກາຍ, ນີ້ແມ່ນຈຸດອ່ອນທີ່ເປັນໄປໄດ້. |
 | ດັ່ງນັ້ນ, ຫຼັງຈາກການປິ່ນປົວຄວາມຮ້ອນສ່ວນທີ່ເຫຼືອແມ່ນສໍາເລັດ, shank ໄດ້ຖືກ reheated ແລະອະນຸຍາດໃຫ້ເຢັນກັບອຸນຫະພູມຫ້ອງ. ນີ້ອີກເທື່ອຫນຶ່ງເຮັດໃຫ້ shank softens, ເຮັດໃຫ້ມັນ brittle ຫນ້ອຍແລະທົນທານຕໍ່ຄວາມເສຍຫາຍຫຼາຍ. |
 | ໄຟລ໌ທີ່ຜ່ານສ່ວນຫນຶ່ງຂອງຂະບວນການນີ້ບາງຄັ້ງເອີ້ນວ່າ "ການປິ່ນປົວຄວາມຮ້ອນທີ່ປ່ຽນແປງ". |

