ກົນໄກການແຈກຢາຍອາຍແກັສ - ກຸ່ມປ່ຽງ
ເນື້ອໃນ
ຈຸດປະສົງແລະປະເພດຂອງການ ກຳ ນົດເວລາ:
1.1. ຈຸດປະສົງຂອງກົນໄກການແຈກຈ່າຍກgasາຊ:
ຈຸດປະສົງຂອງກົນໄກກໍານົດເວລາວາວແມ່ນເພື່ອຜ່ານການປະສົມນໍ້າມັນເຊື້ອໄຟສົດເຂົ້າໄປໃນກະບອກສູບຂອງເຄື່ອງຈັກແລະປ່ອຍອາຍແກັສຫມົດ. ການແລກປ່ຽນອາຍແກັສແມ່ນດໍາເນີນໂດຍຜ່ານການເປີດ inlet ແລະ outlet, ເຊິ່ງໄດ້ຖືກປະທັບຕາ hermetically ໂດຍອົງປະກອບສາຍແອວກໍານົດເວລາຕາມຂັ້ນຕອນການດໍາເນີນງານຂອງເຄື່ອງຈັກທີ່ຍອມຮັບ.
1.2. ການມອບ ໝາຍ ກຸ່ມວາວ:
ຈຸດປະສົງຂອງກຸ່ມປ່ຽງແມ່ນເພື່ອ hermetically ປິດ inlet ແລະ outlet ports ແລະເປີດໃຫ້ເຂົາເຈົ້າໃນເວລາທີ່ກໍານົດໄວ້ສໍາລັບເວລາທີ່ກໍານົດໄວ້.
1.3. ປະເພດເວລາ:
ອີງຕາມອະໄວຍະວະທີ່ກະບອກສູບຂອງເຄື່ອງຈັກເຊື່ອມຕໍ່ກັບສິ່ງແວດລ້ອມ, ໄລຍະເວລາແມ່ນວາວ, spool ແລະລວມກັນ.
1.4. ການປຽບທຽບປະເພດການ ກຳ ນົດເວລາ:
ໄລຍະເວລາຂອງປ່ຽງແມ່ນທົ່ວໄປທີ່ສຸດເນື່ອງຈາກການອອກແບບທີ່ຂ້ອນຂ້າງງ່າຍດາຍແລະການດໍາເນີນງານທີ່ຫນ້າເຊື່ອຖື. ການຜະນຶກທີ່ ເໝາະ ສົມແລະ ໜ້າ ເຊື່ອຖືຂອງພື້ນທີ່ເຮັດວຽກ, ບັນລຸໄດ້ເນື່ອງຈາກວ່າວາວຍັງຄົງເປັນຕົວປະ ຈຳ ຢູ່ໃນຄວາມກົດດັນສູງໃນກະບອກສູບ, ເຮັດໃຫ້ມີປະໂຫຍດທີ່ຮ້າຍແຮງຕໍ່ວາວຫຼືໄລຍະເວລາລວມກັນ. ເພາະສະນັ້ນ, ການ ກຳ ນົດເວລາຂອງປ່ຽງແມ່ນຖືກໃຊ້ຫຼາຍຂື້ນ.

ອຸປະກອນກຸ່ມວາວ:
2.1. ອຸປະກອນວາວ:
ປ່ຽງເຄື່ອງຈັກປະກອບດ້ວຍລໍາຕົ້ນແລະຫົວ. ຫົວສ່ວນຫຼາຍແມ່ນເຮັດເປັນແບນ, ຮູບຊົງໂກນຫຼືຮູບລະຄັງ. ຫົວມີເຂັມຂັດຂະ ໜາດ ນ້ອຍ (ປະມານ 2 ມມ) ແລະສາຍກາບປະທັບຕາ45˚ຫລື30˚. ສາຍແອວກະບອກອະນຸຍາດ, ໃນດ້ານ ໜຶ່ງ, ສາມາດຮັກສາເສັ້ນຜ່າສູນກາງຕົ້ນຕໍຂອງປ່ຽງໃນເວລາທີ່ປັ້ນສາຍເຊືອກ, ແລະອີກດ້ານ ໜຶ່ງ, ເພື່ອເພີ່ມຄວາມ ແໜ້ນ ຂອງປ່ຽງແລະເຮັດໃຫ້ສາມາດປ້ອງກັນການເສື່ອມສະພາບໄດ້. ວາວທີ່ແຜ່ຫຼາຍທີ່ສຸດແມ່ນວາວທີ່ມີຫົວແບນແລະຝາປິດປະທັບຢູ່ໃນມຸມ45˚ (ສ່ວນຫຼາຍແມ່ນປ່ຽງທີ່ໄດ້ຮັບຫຼາຍທີ່ສຸດ), ແລະເພື່ອປັບປຸງການຕື່ມແລະເຮັດຄວາມສະອາດຂອງກະບອກສູບ, ປ່ຽງທີ່ໄດ້ຮັບແມ່ນມີເສັ້ນຜ່າກາງຂະ ໜາດ ໃຫຍ່ກ່ວາປ່ຽງສະຫາຍ. ປ່ຽງສະຫາຍມັກຖືກສ້າງຂື້ນດ້ວຍຫົວບານທີ່ມີຊື່ສຽງ.
ນີ້ປັບປຸງການໄຫຼອອກຂອງທາດອາຍຜິດອອກຈາກກະບອກສູບ, ແລະຍັງເພີ່ມຄວາມເຂັ້ມແຂງແລະຄວາມແຂງຂອງປ່ຽງ. ເພື່ອປັບປຸງເງື່ອນໄຂການໂຍກຍ້າຍຄວາມຮ້ອນອອກຈາກຫົວປ່ຽງແລະເພີ່ມຄວາມຜິດປົກກະຕິຂອງປ່ຽງໂດຍລວມ, ການຫັນປ່ຽນລະຫວ່າງຫົວແລະລໍາຕົ້ນແມ່ນເຮັດຢູ່ໃນມຸມຂອງ 10˚ - 30˚ ແລະມີລັດສະຫມີຂະຫນາດໃຫຍ່ຂອງ curvature. ຢູ່ເທິງສຸດຂອງລໍາປ່ຽງ, ຮ່ອງແມ່ນເຮັດດ້ວຍຮູບຈວຍ, ຮູບທໍ່ກົມຫຼືຮູບຊົງພິເສດ, ຂຶ້ນກັບວິທີການທີ່ຍອມຮັບຂອງການຕິດພາກຮຽນ spring ກັບປ່ຽງ. ຄວາມເຢັນຂອງໂຊດຽມແມ່ນໃຊ້ໃນເຄື່ອງຈັກຈໍານວນຫນຶ່ງເພື່ອຫຼຸດຜ່ອນຄວາມກົດດັນຄວາມຮ້ອນໃນປ່ຽງລະເບີດ. ເພື່ອເຮັດສິ່ງນີ້, ປ່ຽງໄດ້ຖືກເຮັດໃຫ້ເປັນຮູ, ແລະຢູ່ຕາມໂກນຜົນໄດ້ຮັບແມ່ນເຄິ່ງຫນຶ່ງເຕັມໄປດ້ວຍໂຊດຽມ, ຈຸດລະລາຍແມ່ນ 100 ° C. ໃນເວລາທີ່ເຄື່ອງຈັກກໍາລັງແລ່ນ, sodium melts ແລະເດີນທາງຜ່ານປ່ຽງປ່ຽງ, ໂອນຄວາມຮ້ອນຈາກຫົວຮ້ອນໄປຫາລໍາຕົ້ນຂອງ coolant ແລະຈາກບ່ອນນັ້ນໄປຫາ valve actuator.
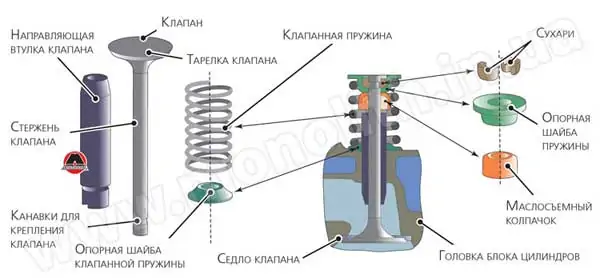
2.2. ເຊື່ອມຕໍ່ວາວກັບພາກຮຽນ spring ຂອງມັນ:
ການອອກແບບຂອງ ໜ່ວຍ ນີ້ແມ່ນມີຄວາມຫລາກຫລາຍທີ່ສຸດ, ແຕ່ວ່າການອອກແບບທົ່ວໄປທີ່ສຸດແມ່ນມີເຄິ່ງກອກ. ດ້ວຍການຊ່ວຍເຫຼືອຂອງສອງໂກນເຄິ່ງ, ເຊິ່ງເຂົ້າໄປໃນຊ່ອງທາງທີ່ເຮັດໃນລໍາປ່ຽງ, ແຜ່ນໄດ້ຖືກກົດ, ເຊິ່ງຖືພາກຮຽນ spring ແລະບໍ່ອະນຸຍາດໃຫ້ຖອດຫນ່ວຍ. ນີ້ສ້າງການເຊື່ອມຕໍ່ລະຫວ່າງພາກຮຽນ spring ແລະປ່ຽງ.
2.3. ສະຖານທີ່ບ່ອນນັ່ງວາວ:
ໃນເຄື່ອງຈັກທີ່ທັນສະ ໄໝ ທັງ ໝົດ, ບ່ອນນັ່ງທີ່ ໝົດ ອາກາດແມ່ນຜະລິດແຍກຕ່າງຫາກຈາກຫົວກະບອກ. ບ່ອນນັ່ງດັ່ງກ່າວຍັງຖືກໃຊ້ ສຳ ລັບຈອກດູດໃນເວລາທີ່ຫົວກະບອກແມ່ນເຮັດດ້ວຍໂລຫະປະສົມອາລູມິນຽມ. ໃນເວລາທີ່ມັນຖືກໂຍນລົງເຫລໍກ, ຄວາມໂສກເສົ້າແມ່ນເຮັດຢູ່ໃນມັນ. ທາງດ້ານໂຄງສ້າງ, ບ່ອນນັ່ງແມ່ນແຫວນທີ່ຕິດກັບຫົວກະບອກໃນບ່ອນນັ່ງທີ່ມີເຄື່ອງຈັກພິເສດ. ໃນເວລາດຽວກັນ, ຮ່ອງບາງຄັ້ງແມ່ນເຮັດຢູ່ດ້ານນອກຂອງບ່ອນນັ່ງ, ເຊິ່ງ, ເມື່ອກົດໃສ່ບ່ອນນັ່ງ, ແມ່ນເຕັມໄປດ້ວຍວັດສະດຸຫົວກະບອກ, ດັ່ງນັ້ນການຮັບປະກັນການຍຶດທີ່ ໜ້າ ເຊື່ອຖືຂອງພວກມັນ. ນອກ ເໜືອ ໄປຈາກການ ໜີບ, ການຖືສິນອົດເຂົ້າຍັງສາມາດເຮັດໄດ້ດ້ວຍການແກວ່ງ ໜ້າ ເສົ້າ. ເພື່ອຮັບປະກັນຄວາມ ແໜ້ນ ໜາ ຂອງພື້ນທີ່ເຮັດວຽກໃນເວລາທີ່ປ່ຽງປິດ, ພື້ນຜິວເຮັດວຽກຂອງບ່ອນນັ່ງຕ້ອງໄດ້ຮັບການປະກອບເຄື່ອງຈັກໃນມຸມດຽວກັນກັບລະບົບປະທັບຕາຂອງຫົວວາວ. ສຳ ລັບສິ່ງນີ້, ໂສກເສົ້າແມ່ນເຄື່ອງຈັກທີ່ມີເຄື່ອງມືພິເສດທີ່ມີມຸມທີ່ຄົມຊັດບໍ່ແມ່ນ 15 ບໍ່, 45˚ແລະ75˚ເພື່ອໃຫ້ໄດ້ສາຍປະທັບຕາຢູ່ໃນມຸມ45˚ແລະຄວາມກວ້າງປະມານ 2 ມມ. ສ່ວນທີ່ເຫລືອແມ່ນເຮັດເພື່ອປັບປຸງກະແສອ້ອມຮອບຂອງຫີບ.
2.4. ສະຖານທີ່:
ການອອກແບບຂອງຄູ່ມືແມ່ນຫຼາກຫຼາຍ. ສ່ວນຫຼາຍແລ້ວ, ຄຳ ແນະ ນຳ ທີ່ມີດ້ານນອກລຽບຖືກ ນຳ ໃຊ້, ເຊິ່ງຜະລິດດ້ວຍເຄື່ອງຈັກທີ່ບໍ່ມີສູນກາງ. ຄູ່ມືທີ່ມີສາຍເກັບພາຍນອກແມ່ນງ່າຍທີ່ຈະເຮັດໄວກວ່າແຕ່ເຮັດໄດ້ຍາກ. ສຳ ລັບສິ່ງນີ້, ມັນຈະເປັນການສົມຄວນທີ່ຈະເຮັດຊ່ອງທາງ ສຳ ລັບແຫວນຢຸດຢູ່ໃນຄູ່ມືແທນທີ່ຈະເປັນສາຍແອວ. ຄຳ ແນະ ນຳ ກ່ຽວກັບວາວຄວັນມັກຖືກ ນຳ ໃຊ້ເພື່ອປົກປ້ອງພວກມັນຈາກຜົນກະທົບຜຸພັງຂອງກະແສອາຍແກ hot ສທີ່ລະບາຍຮ້ອນ. ໃນກໍລະນີນີ້, ຄູ່ມືຍາວກວ່າແມ່ນຖືກສ້າງຂື້ນ, ສ່ວນທີ່ເຫຼືອແມ່ນຕັ້ງຢູ່ໃນຊ່ອງທາງຂອງກະບອກສູບ. ເມື່ອໄລຍະຫ່າງລະຫວ່າງຄູ່ມືແລະຫົວວາວຫຼຸດລົງ, ຂຸມຄູ່ມືຢູ່ດ້ານຂ້າງຂອງຫົວວາວຈະແຄບລົງຫຼືກວ້າງອອກໄປໃນຂົງເຂດຂອງຫົວວາວ.

2.5. ອຸປະກອນສະປິງ:
ໃນເຄື່ອງຈັກທີ່ທັນສະ ໄໝ, ສາຍນ້ ຳ ທີ່ເປັນຮູບຊົງກະບອກທົ່ວໄປທີ່ມີສຽງສະ ໝໍ່າ ສະ ເໝີ. ເພື່ອປະກອບເປັນພື້ນທີ່ສະ ໜັບ ສະ ໜູນ, ສົ້ນຂອງລວດລາຍຂອງພາກຮຽນ spring ແມ່ນເຕົ້າໂຮມກັນແລະກັນແລະຖືກລອກດ້ວຍ ໜ້າ ຜາກ, ເຊິ່ງຜົນຈາກ ຈຳ ນວນລວດທັງ ໝົດ ແມ່ນສອງຫາສາມເທົ່າຫຼາຍກ່ວາ ຈຳ ນວນສາຍພານທີ່ເຮັດວຽກ. ວົງແຫວນສຸດທ້າຍແມ່ນສະ ໜັບ ສະ ໜູນ ດ້ານ ໜຶ່ງ ຂອງແຜ່ນແລະອີກດ້ານ ໜຶ່ງ ຂອງຫົວຫຼືກະບອກກະບອກ. ຖ້າມີຄວາມສ່ຽງຕໍ່ການຍີນສຽງຂື້ນ, ວາວວາວໄດ້ຖືກສ້າງຂື້ນດ້ວຍສຽງປ່ຽນແປງ. ກ່ອງເກຍທີ່ມີການເຄື່ອນຍ້າຍໄດ້ງໍບໍ່ວ່າຈະຈາກສົ້ນ ໜຶ່ງ ຂອງພາກຮຽນ spring ໄປຫາອີກເບື້ອງ ໜຶ່ງ, ຫຼືຈາກທາງກາງຫາທັງສອງດ້ານ. ໃນເວລາທີ່ປ່ຽງໄດ້ຖືກເປີດ, windings ທີ່ໃກ້ຊິດກັບການສໍາພັດເຊິ່ງກັນແລະກັນ, ເປັນຜົນມາຈາກການທີ່ຈໍານວນຂອງ windings ເຮັດວຽກຫຼຸດລົງ, ແລະຄວາມຖີ່ຂອງການ oscillations ຟຣີຂອງພາກຮຽນ spring ເພີ່ມຂຶ້ນ. ສິ່ງນີ້ຈະ ກຳ ຈັດເງື່ອນໄຂຕ່າງໆ ສຳ ລັບການສະທ້ອນພາບ. ສຳ ລັບຈຸດປະສົງດຽວກັນ, ບາງຄັ້ງນ້ ຳ ພຸທີ່ເປັນຮູບຊົງຖືກ ນຳ ໃຊ້, ຄວາມຖີ່ຂອງ ທຳ ມະຊາດທີ່ແຕກຕ່າງກັນໄປຕາມຄວາມຍາວຂອງມັນແລະການປະກົດຕົວຂອງການສະທ້ອນອອກມາ.
2.6. ວັດສະດຸ ສຳ ລັບການຜະລິດອົງປະກອບຂອງກຸ່ມວາວ:
•ວາວ - ວາວດູດແມ່ນມີຢູ່ໃນ chrome (40x), chromium nickel (40XN) ແລະເຫຼັກໂລຫະປະສົມອື່ນໆ. ປ່ຽງລະບາຍອາກາດແມ່ນເຮັດດ້ວຍເຫຼັກກ້າທີ່ທົນທານຕໍ່ຄວາມຮ້ອນທີ່ມີເນື້ອໃນສູງຂອງ chromium, nickel ແລະໂລຫະປະສົມອື່ນໆ: 4Kh9S2, 4Kh10S2M, Kh12N7S, 40SH10MA.
•ບ່ອນນັ່ງວາວ - ເຫຼັກທົນທານຕໍ່ອຸນຫະພູມສູງ, ທາດເຫຼັກສຽງໂຫວດທັງຫມົດ, ອາລູມິນຽມ bronze ຫຼື cermet ໄດ້ຖືກນໍາໃຊ້.
•ຄູ່ມືວາວແມ່ນສະພາບແວດລ້ອມທີ່ມີຄວາມຫຍຸ້ງຍາກໃນການຜະລິດແລະຮຽກຮ້ອງໃຫ້ມີການນໍາໃຊ້ວັດສະດຸທີ່ມີຄວາມຕ້ານທານຄວາມຮ້ອນສູງແລະການສວມໃສ່ແລະການນໍາຄວາມຮ້ອນທີ່ດີ, ເຊັ່ນ: ທາດເຫຼັກສຽງໂຫວດທັງຫມົດ pearlitic ສີຂີ້ເຖົ່າແລະອາລູມິນຽມ bronze.
• Springs - ເຮັດໂດຍສາຍ winding ຈາກ stoma ພາກຮຽນ spring, ເຊັ່ນ: 65G, 60C2A, 50HFA.
ການ ດຳ ເນີນງານຂອງກຸ່ມວາວ:
3.1. ກົນໄກການຊິ້ງຂໍ້ມູນ:
ກົນໄກການຊິ້ງຂໍ້ມູນແມ່ນເຊື່ອມຕໍ່ໂດຍກົງກັບ crankshaft, ເຄື່ອນຍ້າຍ synchronously ກັບມັນ. ສາຍເຂັມຂັດໄລຍະເວລາເປີດແລະຍຶດປະຕູຂາເຂົ້າແລະຂາອອກຂອງຖັງສ່ວນບຸກຄົນໂດຍສອດຄ່ອງກັບຂັ້ນຕອນການເຮັດວຽກທີ່ຍອມຮັບ. ນີ້ແມ່ນຂັ້ນຕອນການແລກປ່ຽນກgasາຊໃນກະບອກສູບ.
3.2 ການກະ ທຳ ຂອງການ ກຳ ນົດເວລາ:
ເວລາຂັບລົດແມ່ນຂື້ນກັບສະຖານທີ່ຂອງກ້ອງຖ່າຍ.
•ດ້ວຍ shaft ຕ່ໍາ - ຜ່ານ spur gears ສໍາລັບການດໍາເນີນງານ smoother ແມ່ນເຮັດດ້ວຍແຂ້ວ inclined, ແລະສໍາລັບການດໍາເນີນງານງຽບ, ວົງເກຍແມ່ນເຮັດຈາກ textolite. ເກຍກາຝາກ ຫຼືຕ່ອງໂສ້ຖືກໃຊ້ເພື່ອສະໜອງການຂັບຂີ່ໃນໄລຍະທາງທີ່ຍາວກວ່າ.
•ດ້ວຍ shaft ເທິງ - ລະບົບຕ່ອງໂສ້ roller. ລະດັບສຽງທີ່ຂ້ອນຂ້າງຕ່ໍາ, ການອອກແບບງ່າຍດາຍ, ນ້ໍາຕ່ໍາ, ແຕ່ວົງຈອນ wears ອອກແລະ stretches. ໂດຍຜ່ານສາຍແອວກໍານົດເວລາທີ່ມີ neoprene ເສີມດ້ວຍສາຍເຫຼັກແລະປົກຫຸ້ມດ້ວຍຊັ້ນ nylon ທີ່ທົນທານຕໍ່ການສວມໃສ່. ການອອກແບບງ່າຍດາຍ, ການດໍາເນີນງານງຽບ.
3.3. ໂຄງການ ຈຳ ໜ່າຍ ອາຍແກັສ:
ບໍລິເວນທີ່ມີການໄຫຼວຽນທັງ ໝົດ ທີ່ໃຫ້ໄວ້ ສຳ ລັບການຜ່ານທາດອາຍຜິດຜ່ານປ່ຽງແມ່ນຂື້ນກັບໄລຍະເວລາຂອງການເປີດຂອງມັນ. ຕາມທີ່ທ່ານຮູ້, ໃນເຄື່ອງຈັກສີ່ເສັ້ນເລືອດຕັນໃນ, ສຳ ລັບການຈັດຕັ້ງປະຕິບັດການຮັບແລະການຫາຍໃຈຂອງເຄື່ອງສູບ, ເສັ້ນເລືອດຕັນໃນ ໜຶ່ງ ສູບໄດ້ຖືກສະ ໜອງ, ກົງກັບການ ໝູນ ວຽນຂອງ crankshaft ໂດຍ180˚. ເຖິງຢ່າງໃດກໍ່ຕາມ, ປະສົບການໄດ້ສະແດງໃຫ້ເຫັນວ່າ ສຳ ລັບການຕື່ມແລະການເຮັດຄວາມສະອາດຂອງກະບອກທີ່ດີກວ່າມັນ ຈຳ ເປັນວ່າໄລຍະເວລາຂອງຂະບວນການຕື່ມແລະການຖອກນ້ ຳ ມັນຍາວກວ່າເວລາຂອງກະແສ piston ທີ່ສອດຄ້ອງກັນ, i.e. ການເປີດແລະປິດວາວບໍ່ຄວນຖືກປະຕິບັດຢູ່ຈຸດທີ່ຕາຍຂອງເສັ້ນເລືອດຕັນ, ແຕ່ວ່າມີບາງເວລາເກີນຄວາມໄວ.
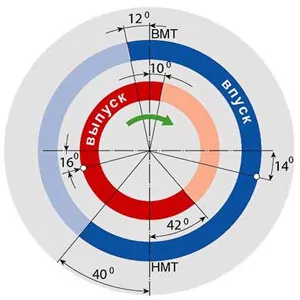
ເວລາເປີດແລະປິດຂອງປ່ຽງແມ່ນສະແດງອອກໃນມຸມຂອງການຫມູນວຽນຂອງ crankshaft ແລະຖືກເອີ້ນວ່າໄລຍະເວລາຂອງປ່ຽງ. ເພື່ອຄວາມ ໜ້າ ເຊື່ອຖືຫຼາຍຂື້ນ, ໄລຍະດັ່ງກ່າວແມ່ນຖືກສ້າງຂື້ນໃນຮູບແບບຂອງຕາຕະລາງເຂົ້າ ໜົມ (ຮູບ 1).
ປົກກະຕິແລ້ວວາວດູດຈະເປີດດ້ວຍມຸມ overrun φ1 = 5˚ – 30˚ ກ່ອນທີ່ລູກສູບຈະໄປຮອດຈຸດສູນກາງຕາຍເທິງ. ນີ້ເຮັດໃຫ້ແນ່ໃຈວ່າມີສ່ວນຂ້າມປ່ຽງທີ່ແນ່ນອນໃນຕອນເລີ່ມຕົ້ນຂອງເສັ້ນເລືອດຕັນໃນການຕື່ມຂໍ້ມູນແລະດັ່ງນັ້ນຈຶ່ງປັບປຸງການຕື່ມຂອງກະບອກ. ປ່ຽງດູດແມ່ນປິດດ້ວຍມຸມຊັກຊ້າ φ2 = 30˚ - 90˚ ຫຼັງຈາກລູກສູບໄດ້ຜ່ານສູນຕາຍທາງລຸ່ມ. ການຊັກຊ້າການປິດວາວ inlet ອະນຸຍາດໃຫ້ໄດ້ຮັບສ່ວນປະສົມຂອງນໍ້າມັນເຊື້ອໄຟສົດເພື່ອນໍາໃຊ້ເພື່ອປັບປຸງການເຕີມນໍ້າມັນແລະດັ່ງນັ້ນຈຶ່ງເພີ່ມກໍາລັງເຄື່ອງຈັກ.
ປ່ຽງໄອເສຍແມ່ນເປີດດ້ວຍມຸມ overtaking φ3 = 40˚ – 80˚, i.e. ໃນຕອນທ້າຍຂອງເສັ້ນເລືອດຕັນໃນ, ໃນເວລາທີ່ຄວາມກົດດັນໃນອາຍແກັສຂອງກະບອກສູບແມ່ນຂ້ອນຂ້າງສູງ (0,4 - 0,5 MPa). ການປ່ອຍອາຍແກັສອອກຢ່າງເຂັ້ມຂຸ້ນ, ເລີ່ມຕົ້ນໃນຄວາມກົດດັນນີ້, ນໍາໄປສູ່ການຫຼຸດລົງຢ່າງໄວວາຂອງຄວາມກົດດັນແລະອຸນຫະພູມ, ເຊິ່ງຫຼຸດລົງຢ່າງຫຼວງຫຼາຍໃນການເຮັດວຽກຂອງແກັສທີ່ເຮັດວຽກ. ປ່ຽງລະບາຍອາກາດປິດດ້ວຍມຸມຊັກຊ້າ φ4 = 5˚ - 45˚. ຄວາມລ່າຊ້ານີ້ສະຫນອງການທໍາຄວາມສະອາດທີ່ດີຂອງຫ້ອງການເຜົາໃຫມ້ຈາກອາຍແກັສໄອເສຍ.
ການວິນິດໄສ, ການ ບຳ ລຸງຮັກສາ, ການສ້ອມແປງ:
4.1. ການວິນິດໄສ
ອາການບົ່ງມະຕິ:
- •ພະລັງງານຫຼຸດລົງຂອງເຄື່ອງຈັກເຜົາ ໄໝ້ ພາຍໃນ:
- ຫຼຸດຜ່ອນການເກັບກູ້;
- ວາວບໍ່ສົມບູນ;
- ວາວປະທັບຕາ.
•ການບໍລິໂພກນໍ້າມັນທີ່ເພີ່ມຂື້ນ: - ຫຼຸດຜ່ອນການເກັບກູ້ລະຫວ່າງວາວແລະເຄື່ອງຍົກ.
- ວາວບໍ່ສົມບູນ;
- ວາວປະທັບຕາ.
• ໃສ່ໃນເຄື່ອງຈັກເຜົາ ໄໝ້ ພາຍໃນ: - ສວມ Camshaft;
- ການເປີດກ້ອງວົງຈອນປິດ;
- ເພີ່ມທະວີການເກັບກູ້ລະຫວ່າງປ່ຽງປ່ຽງແລະພວງມາໄລ;
- ການເກັບກູ້ຂະ ໜາດ ໃຫຍ່ລະຫວ່າງວາວແລະເຄື່ອງຍົກ.
- ກະດູກຫັກ, ການລະເມີດຂອງຄວາມຍືດຍຸ່ນຂອງເຄື່ອງປະສົມປ່ຽງ.
•ຕົວຊີ້ວັດຄວາມກົດດັນຕ່ ຳ: - ບ່ອນນັ່ງຂອງປ່ຽງແມ່ນອ່ອນ;
- ພາກຮຽນ spring ວາວອ່ອນຫຼືແຕກ;
- ວາວອອກ;
- ກketອງຫົວກະບອກທີ່ຖືກໄຟ ໄໝ້ ຫຼືຈີກ
- ຊ່ອງຫວ່າງຄວາມຮ້ອນທີ່ບໍ່ສົມເຫດສົມຜົນ.
•ຕົວຊີ້ວັດຄວາມດັນສູງ. - ລະດັບຄວາມສູງຂອງຫົວຫຼຸດລົງ;
ວິທີການບົ່ງມະຕິເວລາ:
•ການວັດແທກຄວາມກົດດັນໃນກະບອກສູບໃນຕອນທ້າຍຂອງເສັ້ນເລືອດຕັນໃນການບີບອັດ. ໃນລະຫວ່າງການວັດແທກ, ຕ້ອງມີເງື່ອນໄຂດັ່ງຕໍ່ໄປນີ້: ເຄື່ອງຈັກເຜົາ ໄໝ້ ຕ້ອງໄດ້ຮັບຄວາມຮ້ອນກັບອຸນຫະພູມປະຕິບັດການ; ຫົວທຽນຕ້ອງຖືກຖອດອອກ; ສາຍກາງຂອງວົງຈອນ induction ຕ້ອງຖືກນ້ ຳ ມັນແລະຝາປິດແລະວາວເປີດ. ການວັດແທກໄດ້ຖືກປະຕິບັດໂດຍໃຊ້ເຄື່ອງອັດ. ຄວາມແຕກຕ່າງຂອງຄວາມກົດດັນລະຫວ່າງກະບອກສ່ວນບຸກຄົນບໍ່ຕ້ອງເກີນ 5%.
4.2. ການດັດປັບການເກັບກູ້ຄວາມຮ້ອນໃນສາຍແອວເວລາ:
ການກວດສອບແລະປັບຊ່ອງຫວ່າງຄວາມຮ້ອນແມ່ນ ດຳ ເນີນການໂດຍ ນຳ ໃຊ້ເຄື່ອງວັດຄວາມດັນໃນ ລຳ ດັບທີ່ສອດຄ້ອງກັບ ຄຳ ສັ່ງຂອງການ ດຳ ເນີນງານຂອງເຄື່ອງຈັກ, ເລີ່ມຈາກກະບອກສູບ ທຳ ອິດ. ຊ່ອງຫວ່າງແມ່ນຖືກປັບຂື້ນຢ່າງຖືກຕ້ອງຖ້າວັດຄວາມ ໜາ, ກົງກັບຊ່ອງຫວ່າງ ທຳ ມະດາ, ຈະຜ່ານໄປຢ່າງເສລີ. ເມື່ອປັບລະດັບການເກັບກູ້, ຖືສະກູປັບດ້ວຍ screwdriver, ພວນ ໝາກ ແຫ້ງເປືອກແຂງ, ວາງແຜ່ນເກັບກູ້ລະຫວ່າງປ່ຽງວາວແລະສາຍຄູ່, ແລະປ່ຽນສະກູປັບຕົວເພື່ອ ກຳ ນົດການເກັບກູ້ທີ່ ຈຳ ເປັນ. ຫຼັງຈາກນັ້ນ, ຫມາກແຫ້ງເປືອກແຂງລັອກຖືກແຫນ້ນ.

4.3. ການສ້ອມແປງກຸ່ມວາວ:
•ການສ້ອມແປງວາວ - ຄວາມຜິດຕົ້ນຕໍແມ່ນການສວມໃສ່ແລະການເຜົາໄຫມ້ຂອງພື້ນຜິວການເຮັດວຽກຮູບຈວຍ, ການສວມໃສ່ຂອງລໍາຕົ້ນແລະຮູບລັກສະນະຂອງຮອຍແຕກ. ຖ້າຫົວບາດແຜຫຼືຮອຍແຕກປາກົດ, ປ່ຽງຈະຖືກຍົກເລີກ. ທໍ່ປ່ຽງໂຄ້ງຖືກຕັ້ງຊື່ດ້ວຍການກົດດ້ວຍມືໂດຍໃຊ້ເຄື່ອງມື. ລຳຕົ້ນວາວທີ່ສວມໃສ່ຖືກສ້ອມແປງໂດຍການຖົມ ຫຼື ລີດ ແລະ ຖົມດິນໃຫ້ເປັນຂະໜາດການສ້ອມແປງແບບນາມ ຫຼື ຂະໜາດໃຫຍ່. ພື້ນຜິວການເຮັດວຽກທີ່ສວມໃສ່ຂອງຫົວປ່ຽງແມ່ນດິນກັບຂະຫນາດການສ້ອມແປງ. ປ່ຽງແມ່ນ lapped ກັບບ່ອນນັ່ງທີ່ມີ pastes abrasive. ການກວດສອບຄວາມຖືກຕ້ອງຂອງເຄື່ອງປັ່ນປ່ວນໂດຍການຖອກນ້ໍາມັນກາວໃສ່ປ່ຽງທີ່ມີຮູ, ຖ້າມັນບໍ່ຮົ່ວ, ຫຼັງຈາກນັ້ນການຂັດແມ່ນດີສໍາລັບ 4-5 ນາທີ. ປ່ຽງປ່ຽງບໍ່ໄດ້ຖືກຟື້ນຟູ, ແຕ່ຖືກປ່ຽນແທນດ້ວຍເຄື່ອງໃຫມ່.
ຄຳ ຖາມແລະ ຄຳ ຕອບ:
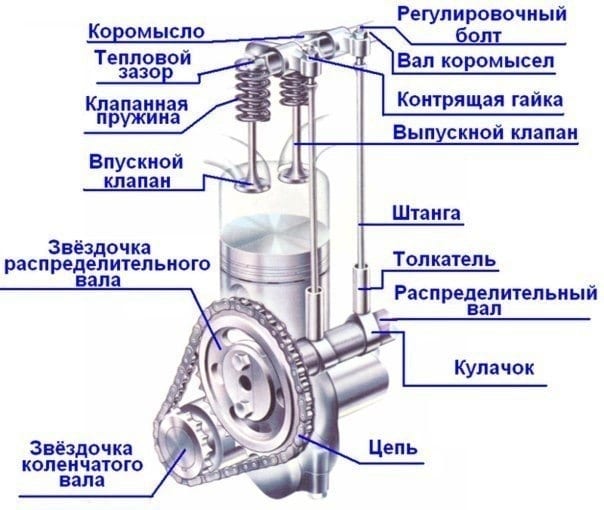
ສິ່ງທີ່ລວມຢູ່ໃນກົນໄກການແຈກຢາຍອາຍແກັສ? ມັນຕັ້ງຢູ່ໃນຫົວກະບອກສູບ. ການອອກແບບຂອງມັນປະກອບມີ: ຕຽງ camshaft, camshaft, ປ່ຽງ, ແຂນ rocker, pushers, lifters ບົບໄຮໂດຼລິກແລະ, ໃນບາງຕົວແບບ, ຕົວປ່ຽນໄລຍະ.
Дເວລາເຄື່ອງຈັກແມ່ນຫຍັງ? ກົນໄກນີ້ຮັບປະກັນການສະຫນອງທັນເວລາຂອງສ່ວນສົດຂອງສ່ວນປະສົມຂອງນໍ້າມັນເຊື້ອໄຟທາງອາກາດແລະການກໍາຈັດທາດອາຍຜິດ. ອີງຕາມການດັດແກ້, ມັນສາມາດປ່ຽນແປງໄລຍະເວລາຂອງວາວໄດ້.
ກົນໄກການກະຈາຍອາຍແກັສຢູ່ໃສ? ໃນເຄື່ອງຈັກການເຜົາໃຫມ້ພາຍໃນທີ່ທັນສະໄຫມ, ກົນໄກການແຜ່ກະຈາຍຂອງກ໊າຊແມ່ນຕັ້ງຢູ່ຂ້າງເທິງຕັນກະບອກຢູ່ໃນຫົວກະບອກສູບ.
